
CNC Secrets: A Guide to Precision Metal Machining
Understanding how to turn a block of metal into a precise functional part is the key to business success in modern manufacturing.
In Brief
CNC machining is a subtractive manufacturing process where a computer controls cutting tools that remove raw material from a solid block to create a precise final shape. The technology is primarily divided into two types: Milling, used to create complex geometric shapes and flat surfaces, and Turning, primarily intended for cylindrical and symmetrical parts. The precision achieved in these processes is measured in microns and enables uniform, high-quality serial production.
Material selection is critical to project success, with the two most common aluminum alloys being 6061 and 7075. While Aluminum 6061 offers an excellent balance of strength, corrosion resistance, and reasonable cost, Aluminum 7075 provides tremendous strength comparable to certain steels but at a higher price and with low weldability. Understanding these nuances, alongside proper tolerance specification and appropriate finishes, is what distinguishes an amateur prototype from a leading industrial product.
The process from an abstract idea to a finished physical product is fraught with technological and engineering challenges, but one of the most critical stages in this chain is the manufacturing phase. In an era where precision is the name of the game and quality is a prerequisite for market entry, CNC (Computer Numerical Control) technology forms the backbone of modern industry. For entrepreneurs, engineers, and product designers, understanding how to transform a block of metal into a precise, functional part is the key to business success. In this guide, we'll explore in detail into the world of CNC machining, understand the subtle differences between raw materials, and reveal how the right choice of manufacturing technique and finish can save a fortune and improve your product to the next level.
The Beating Heart of Manufacturing: Milling vs. Turning
When we set out to manufacture a metal part, the first question we must answer is which technology will best serve our purpose. The CNC world is based on two primary techniques that, despite sharing the same principle of material removal, operate in fundamentally different ways.
CNC Milling
In milling, the raw material remains fixed to the work table while the cutting tool (mill) rotates at high speed and moves along different axes (X, Y, Z, and sometimes additional axes) to remove material. This method is ideal for creating non-symmetrical shapes, grooves, complex bores, and flat surfaces. Modern milling machines can move along 5 axes simultaneously, enabling the production of highly complex geometries in a single operation without the need for re-fixturing.
CNC Turning
Unlike milling, in turning the raw material is what rotates at high speed, while the cutting tool (blade) moves linearly against the rotating material. This process is primarily used for manufacturing cylindrical parts, tubes, screws, and shafts. Turning is very efficient and fast for producing parts with rotational symmetry.
The choice between milling and turning isn't always binary. Many parts require a combination of both - for example, a shaft created by turning that also requires a lateral bore made by milling. As a company specializing in prototype development, we at ATI frequently encounter the need to combine technologies to achieve the perfect result.
Battle of the Metals: Aluminum 6061 vs. 7075
One of the most common mistakes in product development is treating "aluminum" as a uniform material. In reality, numerous alloys exist, with the two dominating the industry being 6061 and 7075. The difference between them can be the difference between a product that fails under load and one that lasts for years, or between a profitable project and an outrageously expensive one.
Aluminum 6061: The Industry Workhorse
This alloy primarily contains magnesium and silicon. It's considered the "bread and butter" of CNC machining. It's easy to machine, has excellent corrosion resistance, and can be readily welded. Most machine parts, bicycle frames, and general automotive components are manufactured from 6061. Its great advantage is cost - it's significantly cheaper than aerospace-grade alloys.
Aluminum 7075: The Aerospace Choice
Here, the primary element in the alloy is zinc. The result is an exceptionally strong material, sometimes as strong as certain types of steel, but at aluminum's weight. The primary use is in the aerospace industry, mountain climbing equipment, and machine parts subjected to particularly heavy loads. The downsides: lower corrosion resistance (without coating), great difficulty in welding, and a significantly higher price.
| Property | Aluminum 6061 | Aluminum 7075 |
|---|---|---|
| Tensile Strength | Medium (~310 MPa) | Very High (~572 MPa) |
| Machinability | Very Good | Fair |
| Corrosion Resistance | Excellent | Moderate |
| Weldability | High | Very Low |
| Cost | Low / Medium | High |
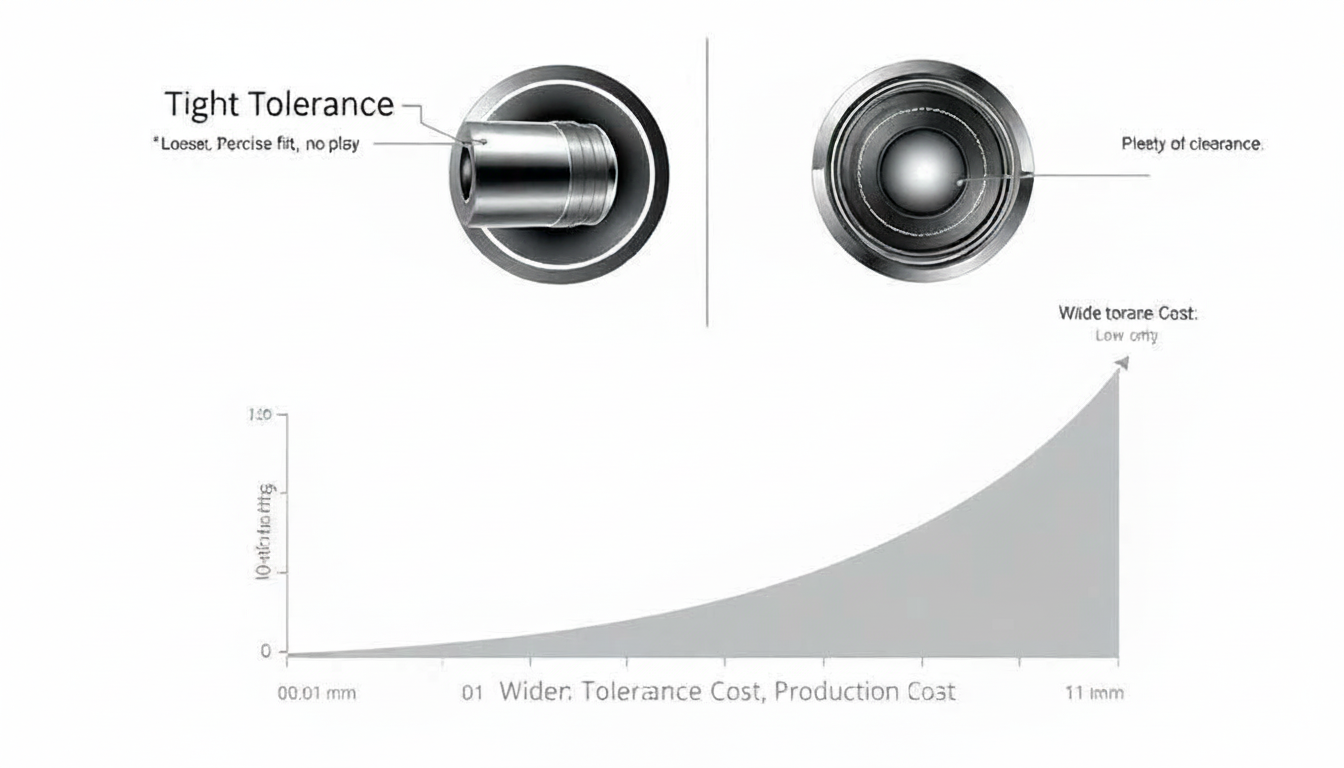
Tolerances: The Price of Precision
The term "tolerance" refers to the permissible deviation from the nominal designed dimension. No machine in the world manufactures with absolute precision; there is always a minimal deviation. The question is how critical this deviation is for your product. ISO 2768 is the common standard defining general tolerances for CNC machining.
The tighter the tolerance (e.g., ±0.005 mm versus ±0.1 mm), the higher the manufacturing cost. This is due to the need for more precise equipment, slower work speeds, more rigorous quality control, and higher scrap rates. The wisdom lies in specifying tight tolerances only where functionally necessary (such as for bearings), and leaving more open tolerances elsewhere to save costs.
Finishes: The Face of the Product
After the part comes off the CNC machine, it's usually not ready for market. The surface may show tool marks and requires further treatment. The choice of finish affects not only aesthetics but also functionality.
- As Machined: The part remains as it came off the machine. Cheapest option, but tool marks are visible. Suitable for internal components.
- Bead Blasting: Glass or ceramic beads are blasted at the part to create a uniform matte texture and erase machining marks.
- Anodizing: An electrochemical process that creates an oxide layer protecting against corrosion and enabling coloring. Available as standard (Type II) and hard anodize (Type III) for wear resistance.
- Powder Coating: A highly durable polymer coating, suitable for outdoor products.

From Development to Mass Production
The transition from computer design to physical manufacturing requires a deep understanding of manufacturing limitations (DFM - Design for Manufacturing). We see many entrepreneurs who arrive with designs that are either impossible to manufacture or outrageously expensive without justification. Our role is to optimize the design to suit CNC technologies, select the right material, and manage the supply chain.
A proper workflow includes geometry analysis of the part. For example, avoiding sharp internal corners (which a round mill cannot produce) or designing walls too thin that may vibrate during turning. Ultimately, the secret to success lies in balance - balance between the right material and strength requirements, between precision and cost, and between design and manufacturing capabilities.

Tip From the Experts
Investing one hour in engineering consultation regarding material selection and tolerances before production is often worth thousands of dollars in savings on serial manufacturing costs. Never set a tight tolerance as a default - define it only where the physics demands it.
Key Takeaways
Milling vs. Turning
Choose the right CNC process based on your part geometry - or combine both for complex components.
Material Matters
6061 for cost-effective versatility, 7075 for aerospace-grade strength - the alloy choice shapes your project.
Tolerance = Cost
Tight tolerances exponentially increase costs - specify them only where function demands it.
Finish Options
From raw machined to anodized colors and powder coating - finishes affect both looks and durability.
DFM Optimization
Involve manufacturing experts early to eliminate costly design-for-manufacturing issues.
ISO Standards
Follow ISO 2768 tolerancing standards to communicate precision requirements clearly to manufacturers.
Frequently Asked Questions
What's the main difference between CNC and 3D printing?
The fundamental difference is in the approach: CNC is a 'subtractive' process where material is removed from an existing block, while 3D printing is an 'additive' process where the part is built layer by layer. CNC generally provides higher material strength, greater precision, and smoother surface finishes, while 3D printing is better suited for highly complex geometries that are difficult to produce with CNC machining, and for rapid prototypes.
Why is Aluminum 7075 more expensive than 6061?
The higher price stems from two main factors: alloy composition and its manufacturing process. Aluminum 7075 contains zinc and copper in concentrations that make it very strong but also harder to produce and machine. Additionally, demand for this material in aerospace industries drives up its market price. Furthermore, its CNC machining time may be longer due to its hardness, adding to the final part cost.
What is a STEP file and why is it required for manufacturing?
A STEP file is a universal format for transferring 3D models between different CAD software. Unlike image files or 2D drawings (like PDF), a STEP file contains the precise, complete geometric information of the part, enabling CNC machines and CAM (Computer Aided Manufacturing) software to 'understand' the part shape and plan the tool cutting paths.
Does every metal part need coating or finishing?
Not mandatory, but highly recommended. Bare aluminum oxidizes over time when exposed to air. While the natural oxide provides some protection, processes like anodizing dramatically improve scratch and corrosion resistance while providing an aesthetic appearance. For internal parts that aren't visible and operate in oil, they can be left without special finishing (As Machined) to save costs.
What affects CNC part manufacturing cost the most?
The most influential factor is typically 'Machining Time.' The more complex the part and the more material removal or multiple fixturing (changing the part angle in the machine) required, the higher the price. Other factors include material type (hard materials wear tools faster), required tolerance level (high precision requires slow, controlled work), and order quantity (in serial production, setup costs are spread across more units).
Does ATI perform the manufacturing itself?
ATI manages the entire development and manufacturing process for the entrepreneur. We work with a broad network of qualified, high-quality manufacturers, both domestically and abroad (primarily in China), who have passed our rigorous quality control. Our model allows matching each project with the most suitable manufacturer in terms of technology, cost, and timelines, while we remain responsible for quality control and final delivery.