Injection Molds: Single vs. Multi Cavity and the Impact on Your Budget
Choosing the right mold configuration is a data-driven decision that shapes your per-unit cost, delivery speed, and product quality for years to come.
In Brief
The fundamental difference between a Single Cavity mold and a Multi Cavity mold lies in the number of parts the mold produces in each injection cycle. A Single Cavity mold produces one part at a time, making it cheaper to build but more expensive per part due to longer production time. It's suitable for small production runs, technically complex products, or early validation stages.
In contrast, a Multi Cavity mold produces multiple parts simultaneously (2, 4, 8, 16, or more) per cycle. The cost of building this mold is significantly higher due to engineering complexity, but it drastically reduces the per-part price and shortens delivery times. It's the ideal solution for mass production when the market demands large quantities and you want to maximize long-term margins.
You've reached the most exciting stage of your project: the transition from development to production. You have a finalized design file, a working prototype, and now you need to make decisions that will impact your manufacturing budget for years to come. One of the most critical decisions you'll make together with the plastics engineer and manufacturer is the mold configuration: should you go with a Single Cavity mold or a Multi Cavity mold? The answer doesn't boil down to just the initial mold price - it dramatically affects the final per-part cost, delivery speed, and product quality. In this guide, we'll explore in detail into the engineering and economic considerations so you can make an informed decision that saves you a fortune.
The Engineering Basics: What Is a "Cavity" in an Injection Mold?
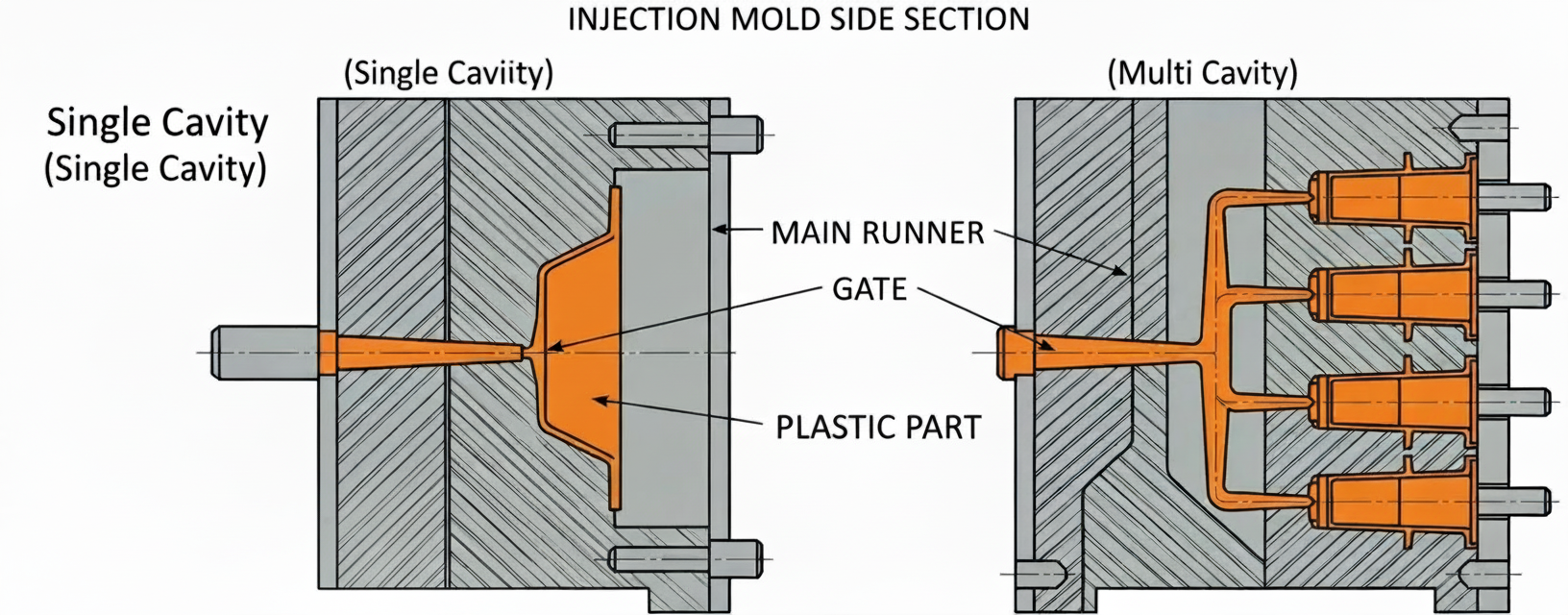
To understand the economic impact, we first need to understand the mechanics. A plastic injection mold consists of two main parts: the Core and the Cavity. Molten plastic is injected under high pressure into the space formed between these two parts, cools, solidifies, and is ejected in the shape of the final product.
When we talk about the number of cavities, we're referring to the number of identical hollows within the same Mold Base. A single-cavity mold produces one unit with every open-and-close cycle of the machine. A four-cavity mold produces four units in exactly the same timeframe. On the surface, the solution seems simple - "let's produce as many as possible in one shot." However, the engineering and economic reality is far more complex and requires careful planning as part of a professional product development process.
Single Cavity Mold: Pros and Cons
Single cavity molds are typically the default choice for startups in their early stages or for products with particularly large volumes. Choosing this type of mold doesn't indicate a lack of professionalism - rather, it reflects a specific business strategy.
When to Choose Single Cavity
- Limited initial budget: The mold is the heaviest expense before production. A single cavity mold is significantly cheaper to manufacture (less machining, less complexity in the cooling system).
- High technical complexity: For products requiring extreme precision or complex action systems (Sliders/Lifters), multiple cavities can create numerous failure points and injection balancing difficulties.
- Low production volumes: If the forecast is to sell 5,000 units per year, the investment in a multi-cavity mold won't achieve a reasonable ROI in a reasonable timeframe.
- Market risk: When you're unsure the product will succeed in the market, it's better to risk a higher per-part cost while avoiding a budget "pit" in mold construction.
Multi Cavity Mold: The Growth Engine for Mass Production
This is where we enter the big leagues. The transition to multi-cavity molds is usually the stage where a company moves from "proof of concept" to a profitable, established business. The clear advantage is Scale.
In a Multi Cavity mold, the runner system needs to be perfectly engineered to ensure all cavities fill at the same pressure and at exactly the same time. An imbalance will cause one part to come out perfect while another has defects like burn marks or Short Shots. This is an engineering challenge requiring significant expertise.
The Time Savings (Cycle Time)
Cycle time is king in the injection molding world. Let's say the cycle time (closing, injection, cooling, ejection) is 40 seconds:
- Single Cavity: produces 90 parts per hour.
- 4-Cavity: produces 360 parts per hour.
This means the injection machine works fewer hours to reach the same quota. Since the manufacturer charges you per "machine hour," the savings here are enormous. This is a critical consideration for anyone planning product manufacturing, as production costs are directly derived from machine time.
The Impact on Your Wallet: Calculating the Break-Even Point
As an expert in the field, I frequently encounter entrepreneurs who want to "save" and choose a cheap mold, but end up paying dearly over time. Let's examine a numerical example (prices are for illustration only and vary based on product size and complexity):
| Parameter | Single Cavity | Multi Cavity (4 Cavities) |
|---|---|---|
| Mold Construction Cost | $5,000 | $12,000 |
| Per-Part Cost (incl. raw material & machine hours) | $1.50 | $0.80 |
| Savings Per Part | - | $0.70 |
In this example, the mold cost difference is $7,000. However, the savings per unit produced is $0.70. The calculation is simple: $7,000 ÷ $0.70 = 10,000 units.
The conclusion: If you're planning to manufacture more than 10,000 units, the investment in the more expensive mold pays for itself, and from that point on - every additional unit is pure profit in your pocket.
Quality Challenges in Multi Cavity Molds
It's important to understand that transitioning to Multi Cavity carries quality control challenges. When we have one cavity, it's easy to control dimensions. When we have 16 cavities, a microscopic deviation in one of them or inconsistency in mold temperature can create a situation where one part comes out perfect and another is rejected.
This is why in the product design process intended for mass production, appropriate tolerances must be accounted for. A good engineer will know how to design the product to be less sensitive to minute variations, thereby enabling the use of multi-cavity molds without concern for excessive rejections.
Family Molds - Interim Solution or Trap?
Sometimes entrepreneurs ask about a "Family Mold." This is a mold containing cavities for different parts of the same product (e.g., upper body + lower body in the same mold).
On paper, it sounds brilliant - one mold for two different parts. In practice, at ATI we recommend this with great caution. The reason is that each part has different geometry and volume, requiring different injection conditions. Attempting to balance injection of a large, heavy part together with a small, delicate part in the same mold is a recipe for trouble in serial production. It's usually better to separate molds or use Family Molds only for parts with very similar volume and geometry.
The Impact of Clamping Force
Another parameter affecting your wallet is the size of the injection machine required. Injection machines are rated by "tonnage" (the clamping force they apply to keep the mold closed during injection).
A Single Cavity mold for a small product requires a small, inexpensive machine to operate. A Multi Cavity mold for the same product, with 8 cavities, requires a larger surface area and several times more clamping force. This means using a larger machine, whose hourly operating cost is higher. In the economic calculations we perform at ATI, we also factor in this increase in machine cost against the time savings, to ensure the transition to multiple cavities is truly worthwhile on the bottom line.
Summary: How to Decide?
The choice between Single and Multi Cavity is not a gamble - it's a data-driven decision. It depends on your sales forecast, the available budget for investment (CapEx), and the importance of per-unit price (OpEx) to your business model. Sometimes the right approach is to start with a single cavity mold, produce an initial series, gauge market response, and only then - when large orders materialize - invest in a multi-cavity mold for mass production.

Tip From the Experts
Don't rush to invest in a Multi-Cavity mold right from the first stage, unless you have signed orders for large quantities. A quality Single Cavity mold can produce thousands of units, allow you to make product changes and improvements at low cost, and only after the product is "mature" and the market demands it - transition to a mass production mold. This is smart risk management.
Key Takeaways
Scale Economics
Multi-cavity molds multiply output per cycle, dramatically reducing per-unit cost at high volumes.
Break-Even Analysis
Calculate your crossover point - often around 10,000 units - before committing to expensive tooling.
Quality Control
More cavities mean tighter tolerances and balanced runner systems are critical for consistent output.
Start Smart
Begin with Single Cavity to validate the market, then scale to Multi Cavity when demand justifies it.
Expert Guidance
Work with experienced mold engineers to avoid costly mistakes in runner design and cavity balancing.
Family Mold Caution
Only combine different parts in one mold if they share similar geometry, volume, and material requirements.
Frequently Asked Questions
Can a Single Cavity mold be converted to Multi Cavity later?
In the vast majority of cases - no. A mold is designed from the outset for a specific size, a specific runner system, and a cooling system tailored to the number of cavities. Attempting to add cavities to an existing mold is engineeringly complex, expensive, and usually yields mediocre results. It's better to plan a new mold designed for mass production and keep the old mold as a backup or for small runs.
How does the number of cavities affect product quality?
The more cavities there are, the greater the challenge of maintaining consistency between parts. In a multi-cavity mold, there may be slight differences in injection pressure or cooling between the cavity closest to the injection gate and the one farthest away. However, a professional mold manufacturer using Moldflow analysis and rigorous quality control can achieve excellent, identical results even in molds with dozens of cavities.
What is Cycle Time and why is it critical for cost calculations?
Cycle Time is the time it takes the machine to perform one complete production operation: closing the mold, injecting the material, cooling, opening, and ejecting the part. Production costs are calculated primarily by machine operating hours. The shorter the cycle time, or the more parts produced per cycle (via Multi Cavity), the more significantly the per-unit production cost drops.
Is a Multi Cavity mold always more expensive?
Yes, a Multi Cavity mold will always be more expensive than a Single Cavity mold for the same part. The reasons include the larger Mold Base, the additional machining required to create extra cavities, and the complexity of the runner system (Hot Runner or Cold Runner) and cooling system. However, the higher investment is offset by savings in per-part cost when producing large quantities.
When should you use a Family Mold?
A Family Mold that produces several different parts of the same product in one mold is recommended mainly when the parts are very similar in size, volume, and material type, and when production quantities aren't particularly large. For mass production or for fundamentally different parts, using such a mold can create severe quality issues and is not recommended.
Does the raw material affect the choice between Single and Multi Cavity?
Absolutely. Materials with high viscosity or specialty engineering materials may require higher injection pressures and more precise temperature control. In such cases, designing a multi-cavity mold becomes more complex, and you must ensure the injection machine has the capacity to deliver the required pressure and clamping force for all cavities simultaneously. Some materials are less "forgiving" to pressure variations characteristic of unbalanced multi-cavity molds.