Overmolding: How to Combine Two Materials in One Product
Dual-material injection molding creates stronger, ergonomic, and sealed products - straight from the mold.
In Brief
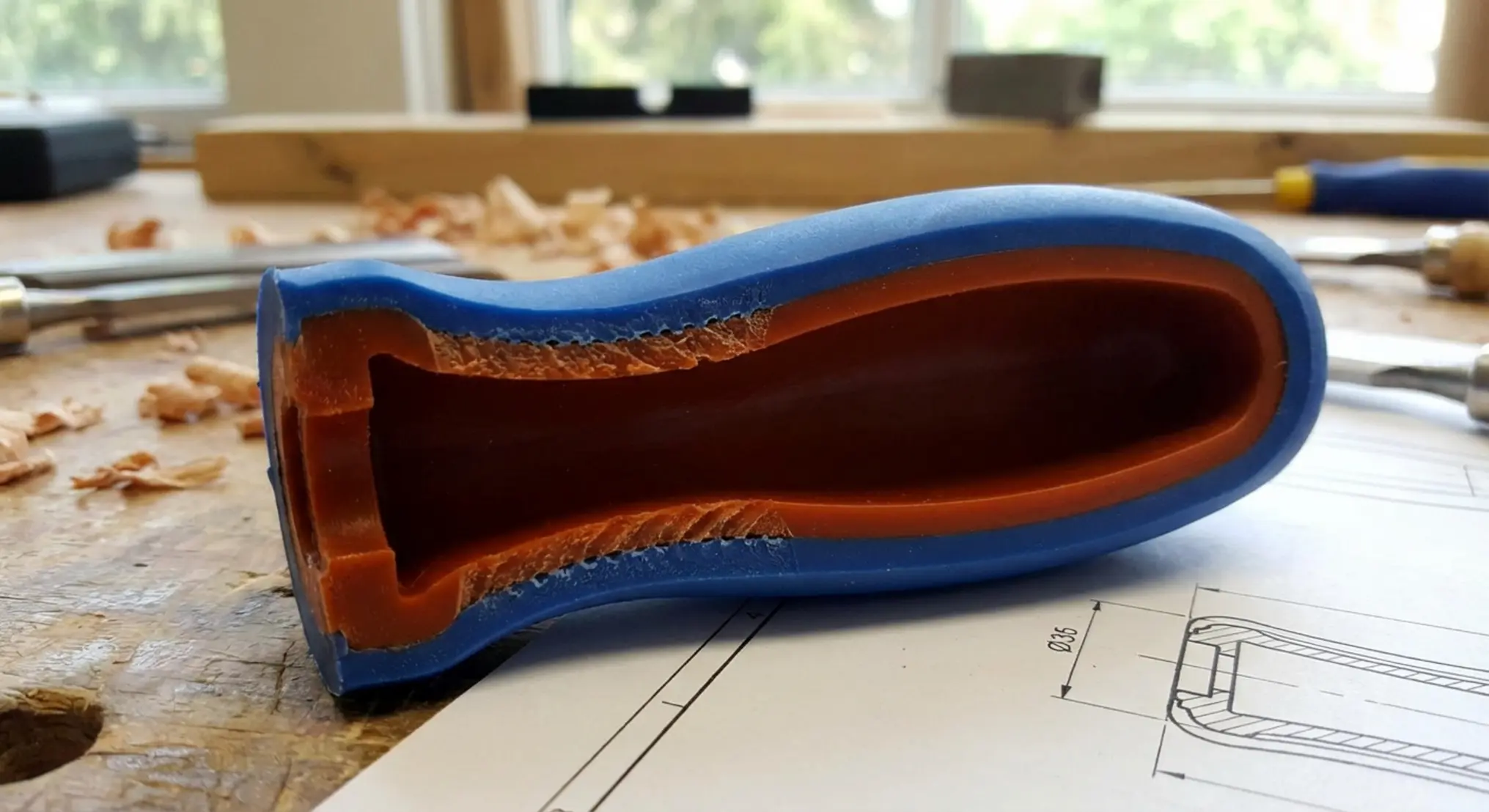
Overmolding, also known as dual-material injection molding, is a manufacturing process where one plastic material is injected over another that has already been molded and solidified. Typically, this involves combining a rigid plastic substrate that provides structure and strength with a soft, flexible layer that offers comfortable grip, water sealing, or shock absorption.
The process is usually performed on a specialized injection molding machine with two barrels, or by transferring the rigid part to a second mold. The primary goal is to create a strong chemical or mechanical bond between the two materials without adhesives or fasteners - producing a finished, durable, aesthetic product ready for use directly from the mold.
Have you ever held a power drill and felt how the soft rubber fits perfectly in your palm while the body remains rigid and shock-resistant? That sensation is no accident - it's the product of advanced engineering and a fascinating manufacturing technology called Overmolding. In a world where demand for ergonomic, durable, and innovative-looking products keeps growing, the ability to combine two different materials into a single unit has become one of the most important tools in the arsenal of engineers and industrial designers. This process not only enhances user experience but also solves sealing problems, saves assembly time, and gives products a clear competitive advantage in a saturated market.
What Is Dual-Material Injection and How Does It Work
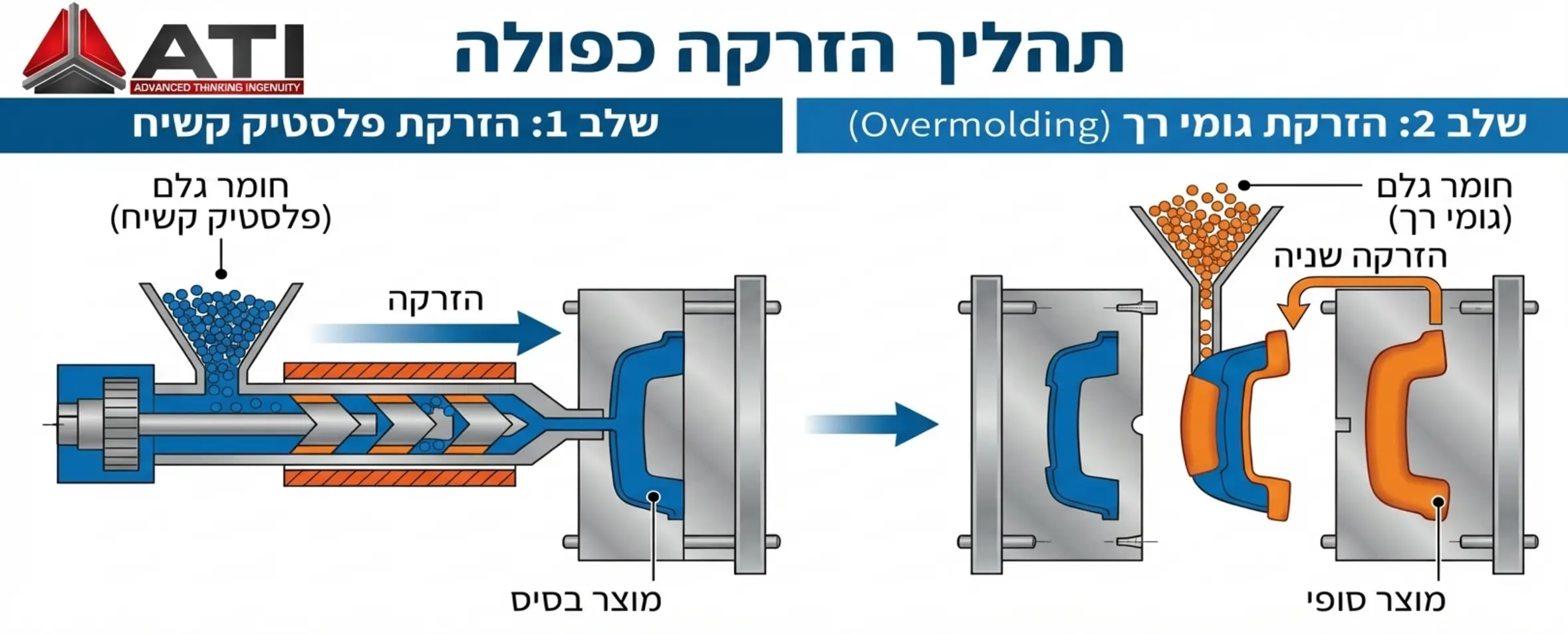
The dual-injection process represents a significant breakthrough in the plastics industry. Instead of manufacturing two separate parts and assembling them with screws, snap-fits, or adhesives, the technology enables producing a single part composed of two materials with completely different properties. The process always begins with manufacturing the base part, called the substrate. This part is typically made from a rigid, strong plastic whose role is to provide the product's structural skeleton, withstand physical loads, and protect internal components.
After the rigid part is cast and takes its initial shape, it moves to the second stage of the process. In this stage, the second material - usually a flexible, rubber-like polymer - is injected directly onto the rigid part. The soft material flows into dedicated cavities prepared in advance in the mold and envelops the designated areas. The result is a single complete product that exits the mold fully finished, with no need for additional manual or automated assembly steps.
Key Steps to a Finished Product
Achieving a perfect result requires careful planning and precise execution of several sequential manufacturing steps. Each step demands stringent quality control to prevent defects in the final product.
- Injecting the rigid skeleton at high temperature to create a stable base.
- Rapid and precise transfer of the rigid part to the second mold within the machine or to a separate machine.
- Injecting the flexible material at controlled pressure to prevent distortion of the rigid skeleton.
- Waiting for both materials to cool and solidify together.
- Ejecting the finished product and performing visual and physical quality control.
The Biggest Challenge: Chemical vs. Mechanical Bonding
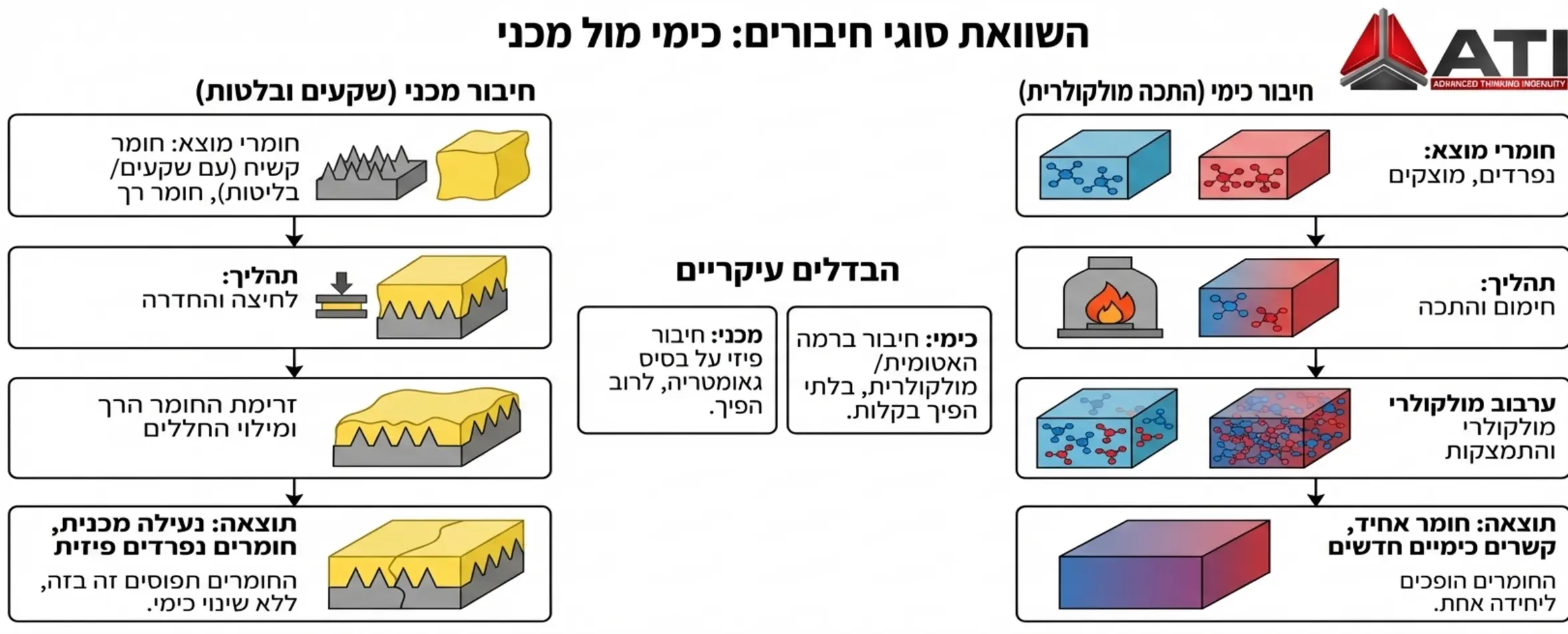
When combining two different materials in one product, the greatest engineering challenge is ensuring the materials don't separate over time - especially when the product is exposed to harsh environmental conditions, heat, cold, or significant physical stress. The preferred and highest-quality way to achieve this is through chemical bonding at the molecular level. In this type of bond, the heat from the molten soft material slightly melts the surface of the rigid material, and when they cool together, an inseparable chemical bond is formed.
However, not all polymers bond chemically to each other well. When there's a need to combine chemically incompatible materials, engineers must create a mechanical bond. This means pre-designing the rigid part to include grooves, recesses, holes, or tiny protrusions. When the soft material is injected, it penetrates those cavities and locks into them physically after cooling. This method is very effective but requires more complex and expensive mold design.
Compatibility Between Common Polymer Families
Choosing the right materials is critical to project success. Making an informed choice requires understanding the chemical relationships between different polymers.
| Rigid Base Material | Soft Overmold Material | Chemical Bond Quality |
|---|---|---|
| ABS | TPU | Excellent |
| Polycarbonate (PC) | TPE | Very Good |
| Polypropylene (PP) | TPU | Weak - mechanical bond required |
| Nylon (PA) | Silicone | Excellent - requires adapted process |
Why Invest in This Advanced Technology
Beyond the technical challenges, it's important to understand the tremendous value this technology provides to entrepreneurs, companies, and end users. The first key reason is dramatic improvement in ergonomics. Hand tools, medical devices, and even toothbrushes require stable, comfortable, non-slip grip. The soft rubber layer provides exactly that need and upgrades the product's premium feel. When the product design process is executed properly while considering these manufacturing techniques, the final result exceeds expectations and creates an emotional connection between the user and the product.
Another significant advantage is sealing and durability. In many cases, we need to manufacture products sealed against water and dust - such as action cameras, smartwatches, or military equipment. Using separate rubber seals (O-rings) requires careful assembly and can lead to sealing failures if assembly isn't done completely. Injecting rubber directly onto the rigid part creates a hermetic, cast seal that cannot shift from its position, ensuring long-term durability and flawless performance even in harsh field conditions.
Impact on Manufacturing Costs Over Time
At first glance, the setup costs for a dual-injection project appear significantly higher than a standard injection process. This is due to the need for complex design and manufacturing of two separate steel molds, or one particularly complex mold with rotating cores. However, looking at the long term, the picture changes completely. The savings come from eliminating the need for a manual assembly production line, eliminating the use of expensive screws and adhesives, and drastically reducing scrap from improperly assembled parts. For companies manufacturing large quantities, the return on investment is very fast.
How to Approach Design and Development of a Multi-Material Product
Developing an overmolded product requires expertise that goes beyond conventional plastic design. Any minute change in wall thickness, injection gate locations, or draft angles can lead to failures such as air bubbles, warping, shrinkage, or peeling of the soft material from the rigid one. Therefore, it's critical to work with a product development company with proven, specific experience in advanced manufacturing technologies, capable of performing computerized flow simulations before manufacturing the expensive molds.
It's important to account for the different shrinkage rates of each material. Different polymers shrink to different degrees when they cool and transition from liquid to solid state. If the soft material shrinks significantly more than the rigid material, it may detach during cooling or create internal stresses that cause the rigid part itself to crack. These calculations must be made with sub-millimeter precision to ensure the mold is manufactured at the correct dimensions that compensate for future shrinkage.

The Critical Importance of Prototyping Before Mass Production
During the design phase, even the most advanced computer simulations don't always tell the full story when it comes to tactile feel. Human touch and ergonomic comfort are ultimately measured through the user's palm. That's why prototyping is an inseparable part of developing overmolded products. Today, using advanced 3D printers capable of printing multiple materials simultaneously and simulating rigid plastic combined with soft rubber, it's possible to physically examine the product, validate the ergonomic design, and make rapid, inexpensive improvement iterations before committing to investing in expensive steel production molds.
Common Applications Across Global Industries
When examining major industries worldwide, dual-injection technology is found almost everywhere - from the power tool industry, where the need for shock absorption and secure grip is a safety matter, to the consumer electronics industry demanding premium aesthetics and water resistance. Furthermore, in the medical industry there's enormous importance for surgical equipment with stable grip that doesn't slip in a wet working environment.
In summary, combining two materials in one product through dual-injection technology is far more than an aesthetic solution. It's a competitive advantage that enables creating smarter, more durable products ready to meet the challenges of modern consumers. Proper investment in early planning, careful material selection, and working with experienced professionals ensures a smooth transition from the idea stage to the running production line.

Tip From the Experts
Don't rely solely on raw material manufacturers' data sheets regarding chemical bonding. Always produce a prototype or small test mold to verify the actual adhesion of the two specific materials you've chosen, especially if they come from different suppliers. Experience shows that under real production conditions, material behavior can surprise you.
Key Takeaways
Dual-Material Fusion
Chemical or mechanical bonding creates inseparable two-material parts - no adhesives or fasteners needed.
Ergonomic Grip
Soft rubber over rigid plastic delivers premium comfort and non-slip performance for handheld products.
Hermetic Sealing
Overmolded gaskets outperform O-rings by eliminating assembly errors and ensuring long-term water/dust resistance.
Assembly Elimination
Products exit the mold fully finished, removing manual assembly steps and reducing scrap rates.
Long-Term Savings
Higher initial tooling cost is offset by eliminating fasteners, adhesives, and assembly labor at scale.
Prototype First
Multi-material 3D printing validates ergonomics and bonding before committing to expensive steel molds.
Frequently Asked Questions
What's the difference between Overmolding and Insert Molding?
While both processes combine materials, Insert Molding typically refers to placing a pre-made non-plastic component - usually a metal part like a screw, electrical contact, or steel blade - into the mold and injecting plastic around it. Overmolding, on the other hand, refers to injecting one polymer over another, where both parts are produced in the injection process itself and integrate into a single combined plastic part.
Is dual-injection manufacturing significantly more expensive?
The initial investment cost is higher because two injection molds must be designed and manufactured, or one mold with particularly complex mechanical mechanisms. However, for high-volume mass production, the process actually saves considerable costs. It completely eliminates labor costs for manual assembly, prevents scrap from faulty assemblies, and improves overall production speed.
Which materials are suitable for the soft outer layer?
The most common materials for the soft layer are Thermoplastic Elastomers (TPE) or Thermoplastic Polyurethane (TPU). These materials combine the flexibility and softness of rubber with the processability and injectability of plastic. Liquid Silicone Rubber (LSR) can also be used for medical items, but this process requires dedicated machines and completely different operating temperatures.
What happens when chemical bonding fails and materials separate?
Bond failure is professionally called delamination and is usually the result of chemical incompatibility between material families, insufficient injection temperature of the second material, or contamination and moisture on the rigid part before injecting the soft part. The solution is adjusting operating temperatures, switching materials, or redesigning the rigid part to include appropriate mechanical locking features.
Can recycled materials be used in this process?
In principle, yes, but it requires great caution. Using recycled plastic may alter the material's flow properties, affect the melting point, and weaken the chemical bond between layers. When incorporating recycled material, a precise and consistent mixing ratio must be maintained, and rigorous adhesion tests must be conducted to ensure product durability isn't compromised over time.
How do I know if my product actually needs dual injection?
The answer depends on the required functionality. If your product is meant to be held for extended periods and requires maximum comfort, if it needs to be sealed against water or dust without using degradable gaskets, or if it tends to absorb shocks from frequent drops, Overmolding is likely the ideal solution - despite the initial development costs.