
Silicone, Rubber, or TPE? Choosing the Right Material for Flexible Products
A comprehensive engineering guide to selecting the optimal elastomer for your product's performance, budget, and regulatory needs.
In Brief
The short answer depends on the combination of performance requirements and budget. If your product demands extreme heat resistance (above 120°C), is intended for medical or baby contact, and requires a premium touch feel - Silicone (LSR) is the winning choice, despite its higher cost. Conversely, if you're looking for high-volume production at low cost, material recyclability, and easy integration with rigid plastic (Overmolding) - Thermoplastic Elastomers (TPE/TPR) are the ideal solution.
For industrial applications requiring resistance to mechanical abrasion, oils, and chemicals in harsh outdoor conditions, traditional rubber (such as NBR or EPDM) still holds a relative advantage in durability and raw material cost, though its manufacturing process is slower. The choice must be made after an in-depth analysis of the environmental conditions in which the product will operate and the budget allocated for the project.
The decision about which material your product will be made from is one of the most critical junctures in the development process. It affects not only the per-unit manufacturing cost and mold price, but also the end-user experience, long-term durability, and the product's ability to meet international standards. Many entrepreneurs find themselves deliberating over technical data sheets, trying to understand whether to invest in premium silicone, settle for industrial rubber, or go with the modern TPE solution. A wrong choice at this stage can lead to functional failures, product returns, and loss of reputation. This guide will help you work through the technical terminology and make an informed decision that serves your product faithfully.
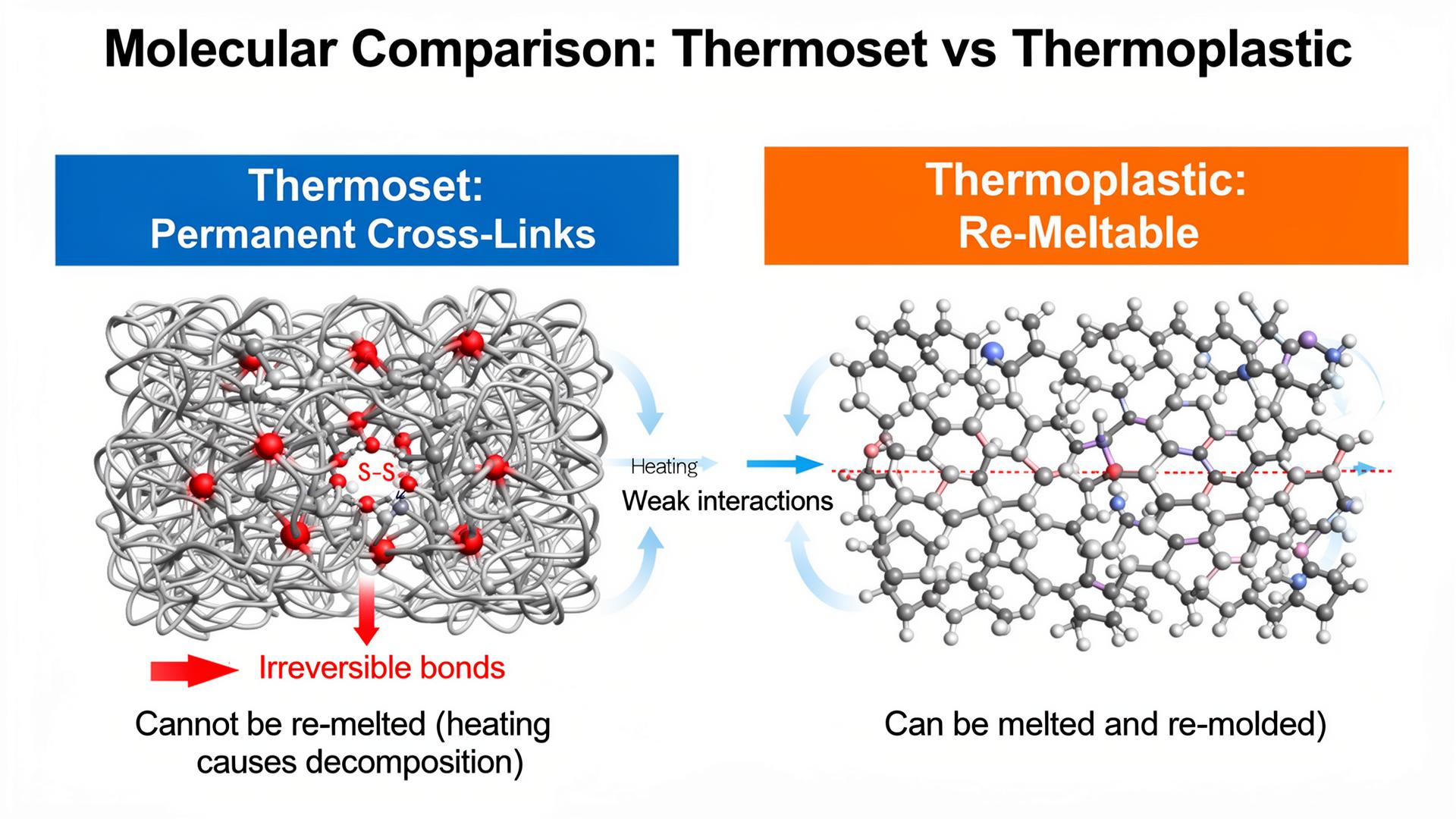
Understanding the Families: Thermosets vs. Thermoplastics
Before diving into the pros and cons of each material, it's important to understand the fundamental chemical and process difference between them. The world of flexible materials is divided into two main groups: Thermosets and Thermoplastics.
Silicone and natural/synthetic rubber generally belong to the Thermoset family. This means that when they are shaped with heat, irreversible chemical bonds are formed (a process called curing or Vulcanization). They cannot be melted down and reused. In contrast, TPE (Thermoplastic Elastomer) behaves like plastic: it can be melted, shaped, cooled, and melted again. This property makes it more friendly for mass production and recycling.
Silicone: The King of Durability and Purity
Silicone is generally considered the 'premium' material in the flexible category. It's composed of silicon-oxygen chains, which give it exceptional stability. When a product development company is designing medical products, baby products, or high-quality kitchenware, silicone is almost always the default choice.
- Extreme thermal resistance: Silicone remains stable across an extraordinary temperature range, from -60°C to +250°C. It won't melt on contact with a hot pot and won't crack in the freezer.
- Hypoallergenic and biocompatible: It's the preferred material for applications involving skin contact and food, as it's chemically inert and doesn't release toxins.
- UV and ozone resistance: Silicone doesn't dry out and crumble in sunlight like regular rubber, making it excellent for high-quality outdoor products.
- Low compression set: The material returns to its original shape even after being compressed for extended periods - a critical property for seals.
The main disadvantage is cost. The raw material is more expensive, and the manufacturing process (especially with LSR, Liquid Silicone Rubber) requires more expensive equipment and complex molds. Additionally, it cannot be easily recycled.
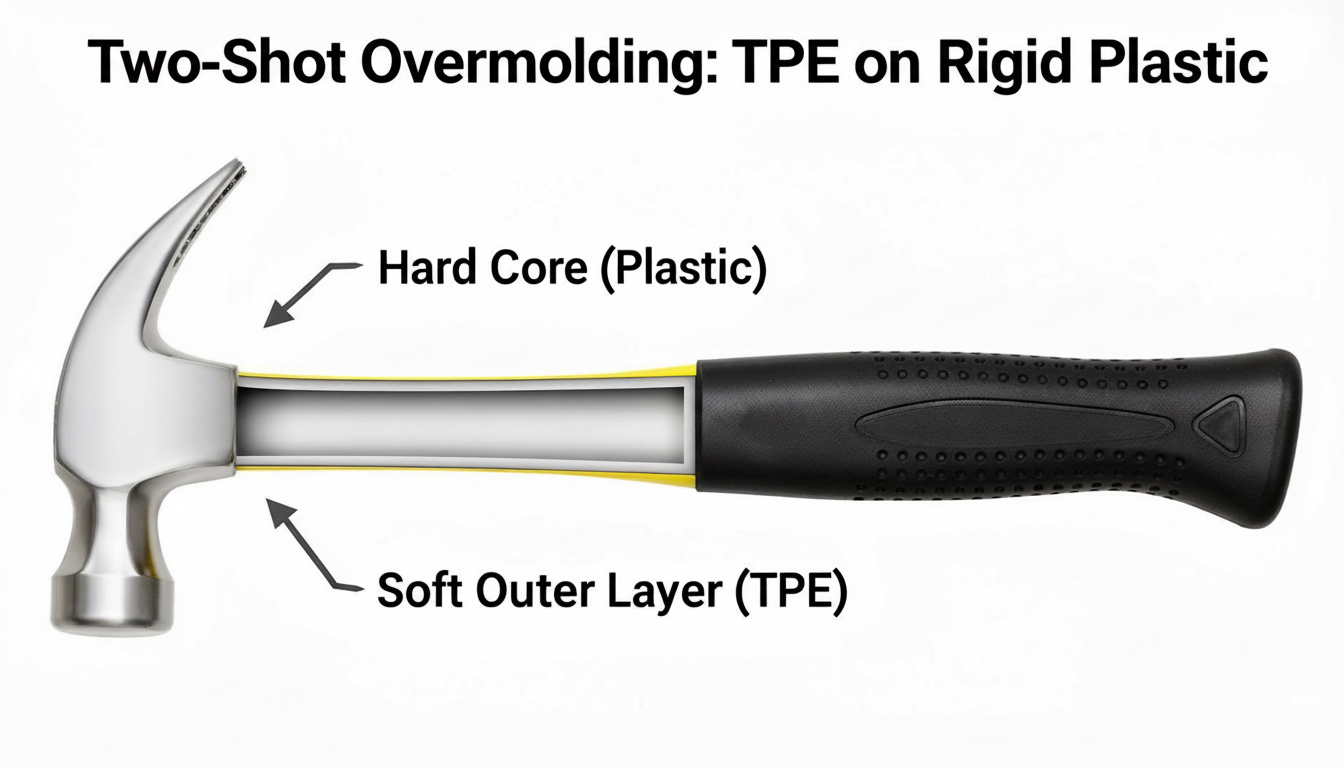
TPE/TPR: The Thermoplastic Revolution
Over the past two decades, TPE (sometimes also called TPR - Thermoplastic Rubber) has captured a significant market share. It combines rubber properties with plastic processing capabilities. For entrepreneurs seeking ergonomic product design with a comfortable grip, TPE is a key player.
- Low production cost: Cycle times in TPE injection are significantly shorter than silicone or rubber, dramatically reducing per-part cost in mass production.
- Overmolding (dual injection): The greatest advantage. TPE bonds chemically to rigid plastics like PP, ABS, or PC without adhesives. This enables creating toothbrush handles, tools, and razors with a uniform and strong appearance.
- Infinite variety: TPE is available in a huge range of hardnesses (from soft gel to semi-rigid plastic) and colors.
However, TPE has limitations. It weakens significantly at high temperatures (softens around 80-100°C) and has a higher tendency for Creep (deformation under sustained load) compared to silicone.
Rubber: The Industrial Workhorse
When people say 'rubber,' they generally mean a broad family including natural rubber, NBR, EPDM, and more. These materials are primarily used in heavy industry, automotive, and infrastructure sealing.
Rubber's clear advantage is its specific mechanical and chemical resistance. For example, NBR rubber is excellently resistant to oils and fuels (something silicone and standard TPE struggle with). EPDM rubber is excellently resistant to outdoor conditions and water. Generally, rubber is cheaper as a raw material, but its manufacturing process (usually compression or injection with long cure times) makes it less attractive for delicate consumer products.
Technical Comparison Table for Decision Making
To help you work through the options, we've compiled the key parameters in a table. This data is based on engineering knowledge and accumulated experience from development engineers.
| Property | Silicone (LSR/HCR) | TPE/TPR | Rubber (NBR/EPDM) |
|---|---|---|---|
| Heat Resistance | Excellent (up to 250°C) | Moderate (up to 100°C) | Good (type-dependent, up to 120°C) |
| Food Contact (FDA) | Excellent (completely inert) | Good (approved grades available) | Possible (requires specific formulation) |
| Raw Material Cost | High | Medium | Low |
| Cycle Time (Production) | Relatively long (curing) | Very short (cooling only) | Long (curing) |
| Soft Touch Feel | Silky, premium, non-sticky | Rubbery, good grip, may be tacky | Industrial, rougher texture |
| Oil Resistance | Moderate (special types exist) | Moderate | Excellent (especially NBR) |
Soft Touch Feel and User Experience
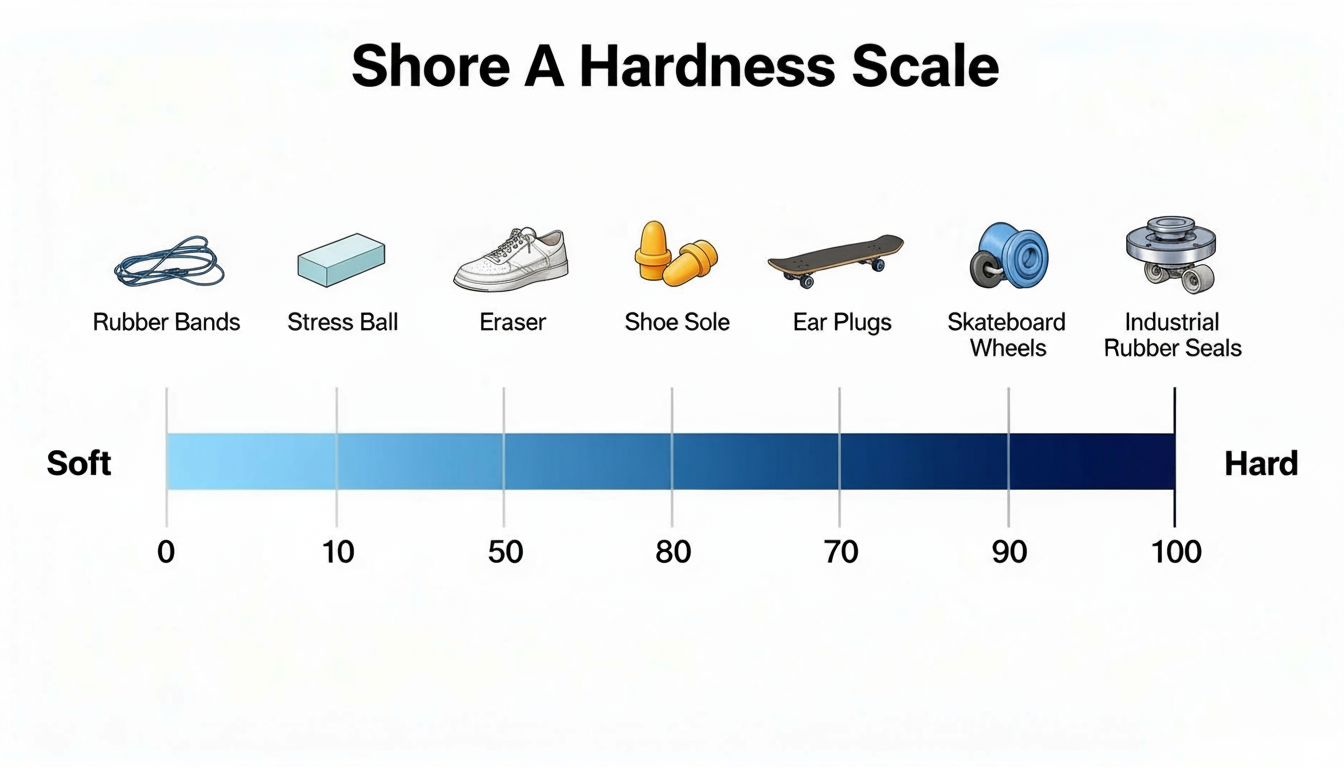
In the world of consumer products, the 'feel' of the product is sometimes the deciding purchase factor. Silicone provides what's known as a 'Silky' sensation - soft, dry, and very pleasant to touch - which is why it's common in phone cases and cosmetic products. TPE can provide a wide range of textures, but sometimes tends to have a slightly 'tacky' or more plastic-like feel, depending on the hardness level (Shore A).
Hardness is measured on the Shore A scale. Very soft silicone can be at 10-20 Shore A, while a car tire is around 70 Shore A. Choosing the right hardness level is an integral part of the professional product design process and directly affects ergonomics.
Regulation and Safety: FDA and Medical Standards
When developing a product intended for food or human body contact, there's no room for compromise. The FDA (U.S. Food and Drug Administration) defines stringent standards for these materials (CFR 21.177.2600). Silicone is inherently safer and more easily approved for these applications thanks to its inorganic structure. It doesn't promote bacterial growth and can be sterilized (autoclaved) without concern.
TPE can also be obtained in FDA-approved grades (Food Grade), but it's important to verify with the manufacturer that the specific material has passed the required tests and doesn't contain phthalates or other hazardous substances released under heat.
Manufacturing Considerations and Costs
Ultimately, economic viability will decide. If you're planning high-volume production, TPE wins thanks to short cycle times that save expensive machine time. On the other hand, if the product is a premium niche item, the additional cost of silicone is negligible compared to the perceived customer value.
It's important to remember that molds for Liquid Silicone Rubber (LSR) injection are significantly more expensive than plastic/TPE injection molds, due to the need for mold heating and very high precision to prevent 'flash' in the thin material. Research in materials engineering shows that correct material selection at the design stage can save up to 30% of failure costs in later stages.

Tip From the Experts
Don't choose a material based solely on its per-kilogram price. The cost of a product failure - cracking, yellowing, or emitting bad odors at the customer's end - is many times higher than any savings on raw materials. Conduct feasibility tests on prototypes made from the actual material before ordering mass production molds.
Key Takeaways
Silicone for Safety
FDA-compliant, biocompatible, and autoclavable - the gold standard for medical and food-contact applications.
TPE for Scale
Short cycle times and overmolding capability make TPE ideal for high-volume consumer products.
Know Your Environment
Operating temperature, chemical exposure, and UV conditions should drive your material choice.
Touch Matters
From silky-smooth silicone to grippy TPE - tactile feel directly impacts perceived product quality.
Regulatory Compliance
Ensure your chosen material meets FDA, medical, or industry-specific standards before committing.
Test Before Tooling
Always prototype with the actual material to validate performance before investing in production molds.
Frequently Asked Questions
Can silicone products be recycled?
Generally, silicone is a thermoset material and therefore cannot be re-melted like plastic or TPE. However, grinding methods exist to use ground silicone as a filler in certain applications, but it cannot be returned to its raw state to produce a new product of the same quality. This is one of the reasons TPE is considered more environmentally friendly in terms of direct recycling.
What's the difference between TPE and TPR?
Although these terms are sometimes used interchangeably, there is a technical difference. TPE (Thermoplastic Elastomer) is the umbrella name for the entire family of thermoplastic elastomers. TPR (Thermoplastic Rubber) is typically a subcategory based on SBS (Styrene-Butadiene-Styrene). In practice, in the consumer products industry, the performance difference isn't dramatic for most uses, but TPE is sometimes considered more advanced with a broader range of properties.
How do I know which hardness level (Shore) is right for my product?
Hardness selection depends on functionality. If you need good sealing, you'll typically choose the 40-50 Shore A range. For a tool grip handle, the 60-70 Shore A range is common. For very soft gel products, low grades of 10-20 are used. The best approach is to examine physical reference samples of existing products to feel the difference.
Is TPE resistant to boiling water and dishwashers?
It depends on the specific type of TPE. Most standard TPEs soften at temperatures above 80°C and may deform in a dishwasher over time. In contrast, silicone is completely resistant to dishwashers and boiling water. If dishwasher resistance is a mandatory requirement for a TPE product, you must select High-Performance TPE grades designed for that purpose.
Why is a Liquid Silicone Rubber (LSR) mold more expensive than a TPE mold?
The LSR injection process is the reverse of plastic injection. The material is injected cold into a very hot mold to undergo a chemical reaction. This requires higher-quality steels, complex heating systems inside the mold, and supreme precision (near-zero tolerances) because liquid silicone is very thin and escapes from any small gap. All of these significantly increase the mold construction cost.
Can silicone be bonded to other materials?
Silicone has very low surface energy, meaning most adhesives won't bond to it. To connect silicone to plastic or metal, dual injection (Overmolding) with special primers is typically used, or mechanical design that locks the silicone in place (Mechanical Interlock). Manual bonding requires dedicated silicone adhesives and surface pre-treatment.