
Surface Finishes: From SPI to VDI - The Visual Guide
A practical guide to choosing the right mold surface finish for your plastic product - from mirror-gloss to rugged texture.
In Brief
Surface finishes are standardized specifications that dictate how a mold maker should machine the steel surface of a mold, which directly affects the appearance and feel of the final plastic part. The two most common industry standards are SPI (an American standard focused on gloss and polish levels) and VDI 3400 (a German standard focused on rough textures created via EDM).
Choosing the right finish is critical for three main reasons: it determines the product's look and feel, it affects the ability to eject the part from the mold (requiring an appropriate draft angle), and it can conceal manufacturing defects like sink marks or weld lines. Glossy finishes (SPI A) are generally more expensive to produce than matte or textured finishes due to the intensive manual polishing required.
Have you ever held a product and felt that its texture was just "wrong"? Maybe it was too slippery, unpleasantly rough, or simply looked cheap? The difference between a product that looks premium and one that looks like a cheap toy often lies in its surface finish. As entrepreneurs and developers, choosing the right finish is not just an aesthetic matter - it's a critical engineering and economic decision. At ATI, we see daily how the choice between a glossy SPI finish and a rough VDI texture can impact product functionality, scratch resistance, and above all - mold manufacturing costs.
The Importance of Surface Finish in Product Development
When we approach the product development process, we tend to focus on functionality, mechanics, and electronics. However, the user's first interaction with the product is visual and tactile (touch). The surface finish is the language through which the product communicates its quality and purpose to the user. A medical product may require a smooth, easy-to-clean finish, while a hand tool needs a rough texture for secure grip.
Beyond aesthetics, surface finish plays a crucial engineering role. It affects friction, wear resistance, the quality of future painting or printing on the part, and even the flow of plastic inside the mold. A deep understanding of existing standards will enable you to communicate precisely with mold manufacturers, especially when it comes to product development in China or other locations around the world, where technical language is the only bridge to mutual understanding.
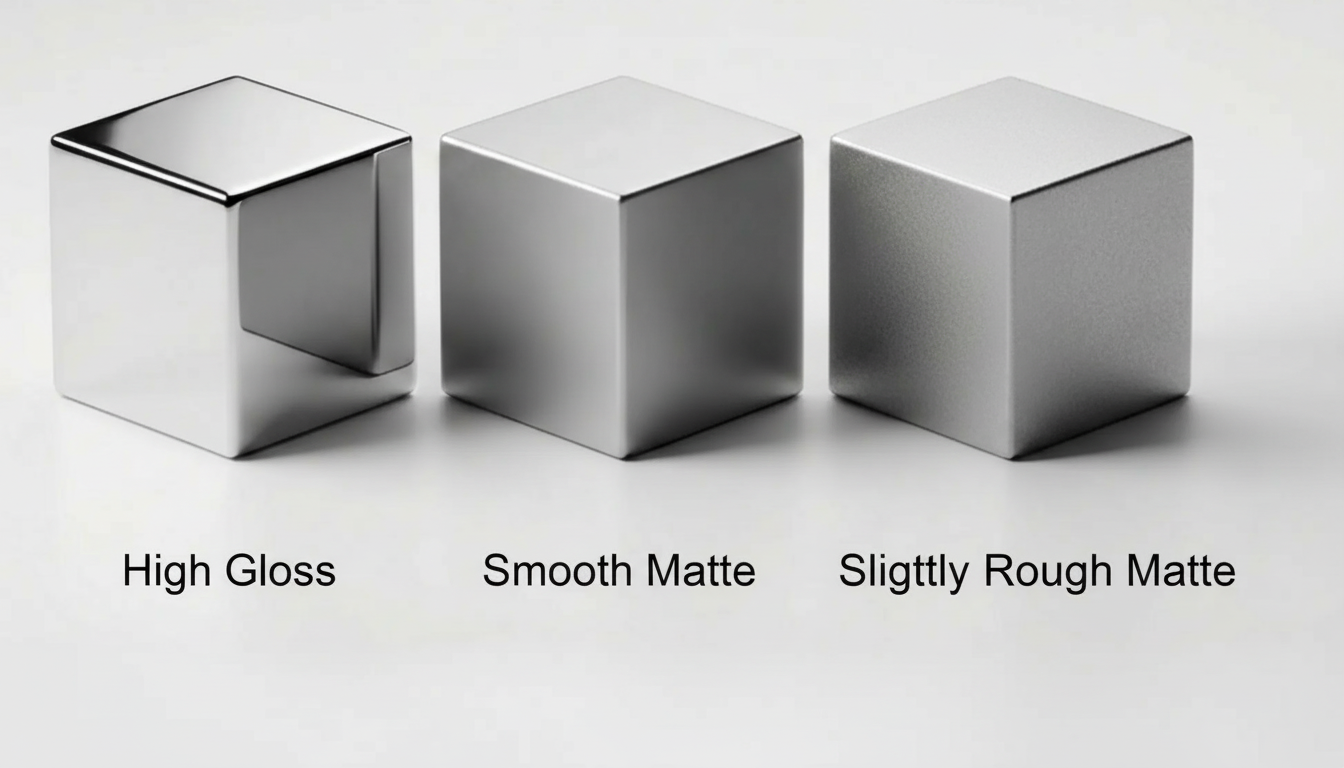
SPI Standard: The Spectrum Between Glossy and Matte
The SPI (Society of the Plastics Industry) standard is the most widely accepted standard in the United States and the global plastics industry for defining mold polish levels. The standard divides finishes into four main categories (A, B, C, D), each subdivided into three sub-levels (1, 2, 3).
Category A: Glossy Finish (Diamond Polish)
This is the highest level of polish. To achieve this level, diamond pastes of varying grades are used. The result is a transparent or highly glossy part, resembling a mirror.
- SPI A-1: The highest polish. Used for optical lenses, mirrors, and transparent plastic parts requiring maximum clarity.
- SPI A-2: Very high polish, common in luxury cosmetics and electronics products.
- SPI A-3: The standard for "glossy" finish in consumer products.
Important to remember: A-grade finish is the most expensive to produce because it requires extensive manual labor and long processing time. It also tends to highlight every small defect in the plastic, such as scratches, fingerprints, and dust.
Category B: Semi-Gloss Finish (Paper Finish)
Here, polishing is done using sandpaper. The result is a surface smooth to the touch but less glossy than Category A. This is an excellent finish for removing machining marks without investing in the high cost of diamond polishing.
Category C: Matte Finish (Stone Polish)
Polishing is performed using polishing stones. This is one of the most common finishes for industrial products and consumer products that don't require gloss. It effectively hides machining marks and minor defects.
Category D: Textured Finish (Dry Blast)
A finish created by sandblasting or glass blasting the mold. The result is a matte, non-reflective surface with uniform roughness. Very suitable for hiding sink marks and for products requiring comfortable grip.
SPI Finish Comparison
| SPI Grade | Roughness Ra (µm) | Method | Typical Use |
|---|---|---|---|
| A-1 | < 0.05 | Diamond polish (Grade #3) | Optical lenses, mirrors, transparent parts |
| A-2 | < 0.05 | Diamond polish (Grade #6) | Luxury cosmetics, high-end electronics |
| A-3 | < 0.05 | Diamond polish (Grade #15) | Standard glossy consumer products |
| B-1 | 0.05 - 0.10 | 600-grit sandpaper | Semi-gloss consumer products |
| B-2 | 0.05 - 0.10 | 400-grit sandpaper | General consumer products |
| B-3 | 0.05 - 0.10 | 320-grit sandpaper | Standard semi-gloss finish |
| C-1 | 0.10 - 0.40 | 600-grit stone | Low-gloss industrial parts |
| C-2 | 0.10 - 0.40 | 400-grit stone | Standard matte finish |
| C-3 | 0.10 - 0.40 | 320-grit stone | Rough matte finish |
| D-1 | > 0.40 | Dry blast (glass bead) | Uniform satin texture |
| D-2 | > 0.40 | Dry blast (oxide) | Medium textured finish |
| D-3 | > 0.40 | Dry blast (coarse) | Rough textured finish |
VDI 3400 Standard: The German Texture Language
While SPI focuses mainly on polishing, the VDI 3400 standard (from the German Engineers' Association - Verein Deutscher Ingenieure) is primarily used to define textures created through the EDM (Electrical Discharge Machining) process. This process creates electric sparks that erode the metal and form tiny craters, giving the plastic a grained, rough appearance.
The VDI scale is very popular among mold manufacturers, with common values ranging from VDI 12 (relatively smooth) to VDI 45 (very rough).
VDI Grade Comparison
| VDI Grade | Roughness Ra (µm) | Look and Feel Description |
|---|---|---|
| VDI 12 | 0.40 | Very smooth matte, almost silky |
| VDI 21 | 1.12 | Standard matte, pleasant to touch |
| VDI 30 | 3.15 | Slightly rough, common on phone backs and remote controls |
| VDI 45 | 9.00 | Very rough, grainy, suitable for grip handles |
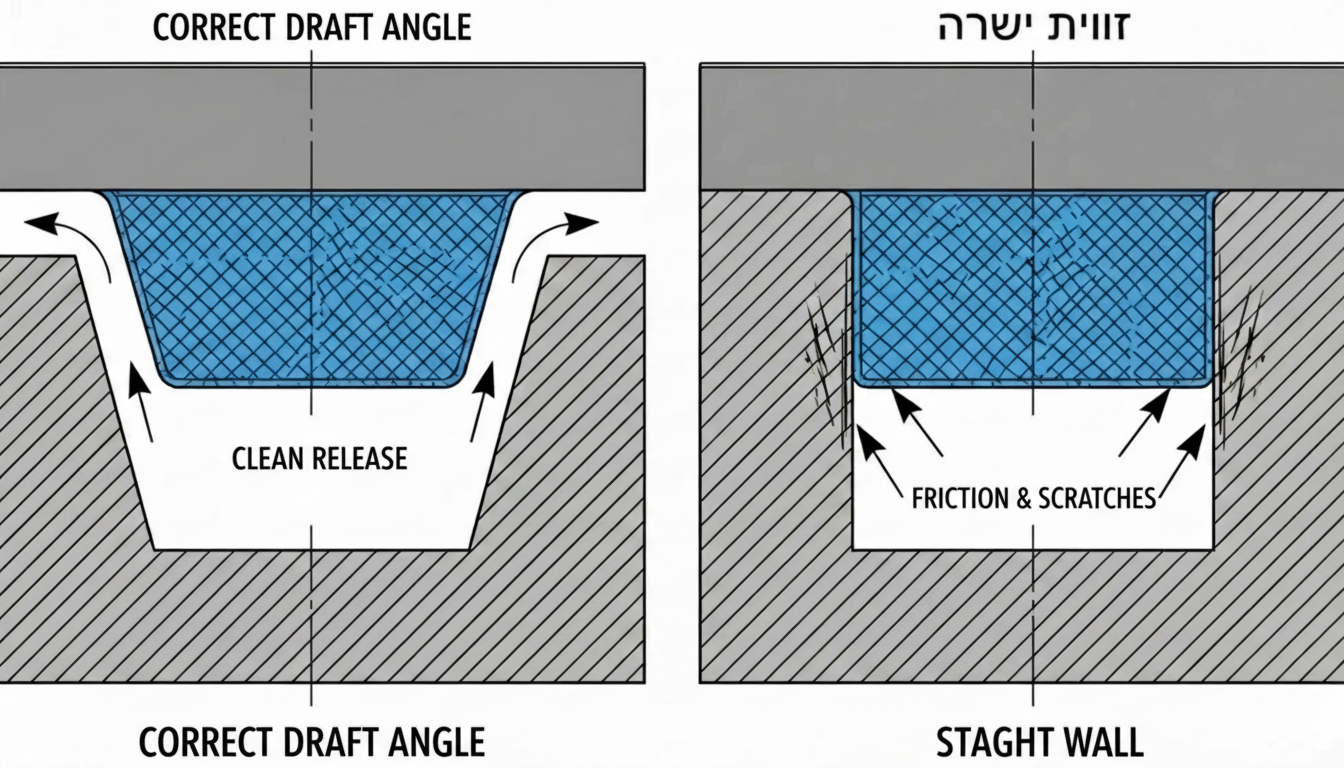
The Critical Link Between Texture and Draft Angle
This is where many entrepreneurs and designers stumble. When designing a product and choosing a rough texture (such as VDI 30 and above), the draft angle of the product walls must be increased. Why? Because the texture in the mold consists of microscopic "hills and valleys." If the wall is straight (0 degrees), the plastic that enters the mold cavities will get caught during ejection, and the part will be scratched or stuck.
The industry rule of thumb is to add 1 to 1.5 degrees of draft angle for every 0.025 mm (or 1 mil) of texture depth. Ignoring this rule will lead to ugly drag marks on the final product and the need for expensive mold repairs or abandoning the desired texture.
Cost Considerations in Finish Selection
Cost is a significant factor in finish selection. As a general rule, the more manual labor a finish requires, the more expensive it is. Here is a general cost ranking from cheapest to most expensive:
- As Machined: No special polishing, milling marks visible (suitable for hidden internal parts).
- SPI C / D (Matte / Sandblast): Relatively quick and inexpensive process.
- VDI (EDM): Machine-executed process, moderate cost depending on machine time.
- SPI A (High Gloss): The most expensive. Requires careful hand polishing under a microscope, sometimes taking entire days for large parts.
When planning your budget for prototype development or mass production, keep in mind that requiring a mirror finish can increase mold costs by tens of percent compared to a standard matte finish.
How to Choose the Right Finish for Your Product
The choice should be made at an early stage of planning. Ask yourself the following questions:
- Usage: Will the product be touched by many hands? (Avoid glossy finishes that show fingerprints.)
- Environment: Will the product be outdoors? Deep textures may accumulate dirt.
- Aesthetics: Do you want to convey technological luxury (glossy) or durability and toughness (rough)?
- Defects: Are there reinforcing ribs on the other side that may create sink marks? A VDI or SPI D texture will conceal them excellently.

Tip From the Experts
When planning your product, always prefer to start with a finer or shallower texture than you think you need. Adding texture (removing more material from the mold) is a relatively easy and inexpensive process (Metal Safe). In contrast, removing existing texture to return to a smooth surface requires welding the mold, grinding, and re-polishing - an expensive and complicated process that may damage the mold quality.
Key Takeaways
SPI Standard
American standard with 4 categories (A - D) covering the full spectrum from mirror-gloss to dry-blasted texture.
VDI 3400 Standard
German EDM-based texturing standard, popular for creating uniform grained surfaces on mold steel.
Draft Angle Rule
Add 1 - 1.5° of draft per 0.025 mm of texture depth to prevent drag marks and ejection failures.
Cost Impact
High-gloss SPI A finishes can increase mold costs by tens of percent compared to standard matte.
Material Matters
Polymer type affects achievable finish - PP resists high polish while PC excels at optical clarity.
Metal Safe Strategy
Start with finer textures - adding roughness is easy, but removing it requires costly mold welding.
Frequently Asked Questions
What is the main difference between SPI and VDI standards?
The main difference lies in the standard's origin and the nature of the finish. SPI is an American standard that categorizes finishes by processing method (diamond polish, sandpaper, stone, sandblast) and focuses on different gloss levels, from mirror finish to matte. VDI 3400 is a German standard that primarily addresses textures created through the EDM (electrical discharge) process, and is mainly used to define specific roughness and grain levels on the surface.
Is a glossy (High Gloss) finish more scratch-resistant?
Actually, quite the opposite. A glossy finish (like SPI A-1 or A-2) doesn't make the plastic harder, but it makes every small scratch, fingerprint, or dust particle much more visible to the eye. In contrast, matte or textured finishes (VDI) tend to hide surface scratches and everyday wear marks much better.
How does the type of plastic affect finish selection?
The type of plastic is critical to the final appearance. Certain polymers, like polypropylene (PP), are very difficult to polish to a high gloss level (SPI A) and are better suited for matte finishes. In contrast, polycarbonate (PC) or acrylic (PMMA) are very suitable for transparent optical polishing. Additionally, plastics with additives like glass fibers make achieving a completely smooth surface very difficult, and it's recommended to use them with texture to hide the protruding fibers.
What is a draft angle and why is it important for textures?
A draft angle is the taper of the part walls that allows it to exit the mold easily. When using texture, the mold surface becomes rough (full of microscopic hills and valleys). Without sufficient angle, the plastic will catch in these valleys during ejection, causing scratches on the product (drag marks) or even jamming the part in the mold. The deeper the texture, the greater the angle required.
Can the finish be changed after the mold is already manufactured?
Yes, but with limitations. It's relatively easy to convert a glossy or smooth finish to a rough or matte one (by sandblasting or chemical etching). This is called a 'Metal Safe' condition because we're removing more material from the mold. However, the reverse process - converting a rough texture to a glossy finish - is very difficult, expensive, and sometimes impossible, as it requires adding material to the mold (welding) and re-polishing.
What is Mold-Tech and is it different from VDI?
Mold-Tech is actually a company name that has become an industry standard (similar to how 'Frigidaire' became synonymous with refrigerators). They offer an enormous catalog of specific, designed textures, such as leather-look, wood-look, geometric patterns, and more. While VDI primarily defines the general roughness level (random), Mold-Tech defines specific design patterns that are usually done through a chemical etching process rather than EDM.