
Ultrasonic Welding: Joining Plastic Parts Without Adhesives or Screws
How high-frequency vibrations create hermetic, invisible bonds in seconds - and why it matters for your product.
In Brief
Ultrasonic Welding is an industrial process used to join two thermoplastic components using high-frequency mechanical vibrations (typically between 20 kHz and 40 kHz). These vibrations create focused internal friction at the joint area between the parts, leading to rapid, localized melting of the plastic. After brief cooling under pressure, a strong molecular bond forms, uniting the parts into a single unit.
This method eliminates the need for consumable materials such as adhesives, solvents, or screws, and enables extremely fast production rates suited for mass manufacturing. The technique is ideal for creating enclosures sealed against water and dust, and is widely used in the electronics, automotive, and medical device industries thanks to its clean finish and high reliability.
Have you ever held a phone charger, a remote control, or a medical device and wondered how two plastic halves are joined so smoothly - with no visible screw and no trace of adhesive? The secret lies in an advanced technology that has transformed mass manufacturing. When we approach designing a new product, one of the most critical questions is how to join the parts so they are durable, aesthetic, and inexpensive to produce. Ultrasonic welding is the winning answer for many products, enabling the creation of a hermetic, strong bond in a fraction of a second. Understanding this technology is critical for entrepreneurs and designers who want to bring a product to market at the highest level.
The Science Behind the Weld: How It Really Works
At its core, ultrasonic welding relies on a simple physical principle applied in a sophisticated way - converting electrical energy into mechanical motion. The machine generates sound waves at frequencies above the range of human hearing. This energy is transferred through a metal horn called a Sonotrode directly to the parts intended for joining. The action creates intensive friction at the contact point between the two plastic components.
The heat generated by friction causes the plastic at the joint to reach its melting point within a fraction of a second (typically between 0.1 and 0.5 seconds). Once the vibrations stop, the parts remain clamped under pressure for a short additional period (dwell time) to allow the molten plastic to solidify and form a strong molecular bond. The result is a clean joint - no material residue, no waiting for curing.
Critical System Components
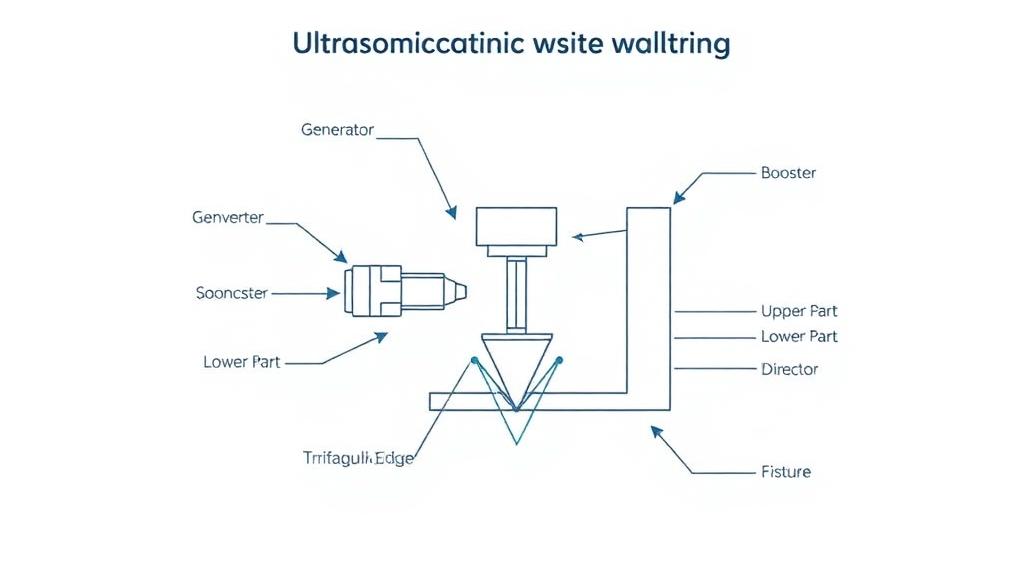
To understand the process in depth, it's important to know the key players in the welding machine:
- Generator - The electronic heart that converts mains voltage to high frequency
- Converter - A piezoelectric component that transforms the electrical signal into mechanical vibrations
- Booster - Acts as a mechanical 'gearbox' to amplify or reduce the amplitude of vibrations depending on the plastic type
- Sonotrode (Horn) - The tool that makes direct contact with the product and transfers the energy. It is custom-designed for each product and usually made from titanium or aluminum
Proper Product Design: The Secret of the Energy Director
One of the most common mistakes among early-stage entrepreneurs is the assumption that you can simply place two flat plastic surfaces on top of each other and weld them. In practice, without precise engineering design of the joint area, the weld will fail. This is where product design adapted for manufacturing becomes essential.
For the weld to succeed, a feature called an Energy Director must be incorporated into the plastic mold. This is a small triangular ridge (typically at a 60° or 90° angle) on one of the parts. The triangle's purpose is to concentrate the vibrational energy to a very narrow point, ensuring that melting begins precisely there and spreads uniformly. Without an Energy Director, the vibrations will dissipate across the entire surface and the joint will be weak and inconsistent.
Significant Advantages in Mass Production
When evaluating joining technologies for serial products, ultrasonic welding has a list of advantages that is hard to compete with:
- Speed - Cycle time is just a few seconds, enabling production rates of thousands of units per hour
- Aesthetics & Cleanliness - No adhesive marks, no protruding screws. The product looks like a single monolithic unit
- Hermetic Sealing - Using a Shear Joint design, complete sealing against liquids and gases can be achieved
- Low Running Cost - No need to purchase consumable materials (such as screws or adhesives) for each unit. The main investment is in equipment and tooling

Challenges and Limitations to Be Aware Of
Despite the advantages, the method is not suitable for every project. First, the initial tooling cost is relatively high. Manufacturing the Sonotrode and Fixture requires great precision and is expensive, making the method less economical for very small production runs. Second, there is a material limitation - only thermoplastic polymers (those that can be re-melted) are suitable. Thermoset materials cannot be ultrasonically welded.
Additionally, material compatibility is crucial. Welding two different types of plastic is complex and sometimes impossible, unless they share a similar chemical structure and close melting points.
Material Compatibility for the Process
Not all plastics are created equal in the eyes of the welding machine. Generally, we divide plastics into two main families:
| Plastic Type | Common Examples | Weldability |
|---|---|---|
| Amorphous | ABS, PC, Acrylic, PS | Excellent - The random molecular structure allows efficient vibration transfer and gradual melting |
| Semi-Crystalline | PP, PE, Nylon (PA), POM | More challenging - The crystalline structure absorbs energy and requires higher amplitude and specialized joint design |
During product development, selecting the right material is critical. If your product requires welding and you insist on using polypropylene (PP), the engineer will need to design the Energy Director in a completely different way than if you had chosen ABS.
Common Industry Applications
This technology is all around us:
- Consumer Electronics - Chargers, transformers, earbuds, remote controls
- Automotive - Tail lights, dashboard panels, fuel filters
- Medical Devices - Dialysis filters, syringes, IV bags (due to the ability to maintain sterility without chemical adhesives)
- Toys - Assembling bodies of dolls and toy cars safely for children
From Concept to Production: The Role of Professional Engineering
The transition from idea to a finished product that undergoes ultrasonic welding requires experience. This is not something that can be 'added' at the last minute. Planning for welding affects wall thickness, internal component placement (to prevent them from vibrating and being damaged during welding), and mold design. In our product manufacturing process, we consider the joining method from the very first sketch stage.
Poor planning can lead to products that fall apart on impact, incomplete sealing, or ugly marks on the plastic from overheating. Proper engineering guidance saves enormous costs of fixing molds after the fact and ensures the product comes off the production line exactly as you envisioned.

Tip From the Experts
Never attempt to weld two different types of plastic together (for example, ABS to PP). The molecular chemistry simply will not allow a strong long-term bond, even if it appears bonded initially. Always use the same raw material for both parts.
Key Takeaways
Sub-Second Bonding
Ultrasonic welding creates permanent molecular bonds in 0.1 - 0.5 seconds per cycle.
Hermetic Sealing
With proper Shear Joint design, achieve full IP-rated water and dust protection.
Mass Production Ready
Thousands of units per hour with no consumable materials needed per unit.
Energy Director Design
A small triangular ridge is the key engineering feature that makes the weld possible.
Material Matters
Amorphous plastics (ABS, PC) weld best; semi-crystalline (PP, PE) require specialized design.
Cost Efficiency
No screws, adhesives, or solvents - the main investment is one-time tooling.
Frequently Asked Questions
Is ultrasonic welding waterproof?
Absolutely. With proper joint design, particularly using a technique called a Shear Joint, full hermetic sealing can be achieved (high IP ratings). This is the preferred solution for manufacturing products that need to withstand moisture or submersion, such as simple dive watches or outdoor sensors.
Is the method suitable for small production quantities?
Generally, no. The cost of preparing a custom Sonotrode and Fixture for your product can reach thousands of dollars. Therefore, the technology justifies itself economically mainly for serial production of thousands of units or more, where the savings in time and materials quickly recoup the investment.
Can welding damage electronic components inside the product?
There is such a risk, since it involves powerful high-frequency vibrations. However, with proper enclosure design (adding supports and dampening) and precise machine parameter settings (such as amplitude and weld time), damage to printed circuit boards or sensitive components can be prevented. This is a critical part of the engineering development phase.
What is the difference between Near Field and Far Field welding?
The terms refer to the distance between the Sonotrode's contact point and the actual weld zone. Near Field (up to 6 mm) is suitable for most plastic types, including semi-crystalline. Far Field (over 6 mm) is mainly suitable for amorphous and rigid plastics (such as PC or PS) that transmit vibrations well over distance.
Can the product be disassembled after welding for repair?
Not easily. Ultrasonic welding creates a permanent (fixed) bond. The only way to separate the parts is to break or cut the plastic, which usually destroys the enclosure. Therefore, this method is best suited for products not intended to be opened by the user (such as power supplies) or for single-use products.
How do you choose the machine frequency (15 kHz, 20 kHz, 40 kHz)?
The choice depends on the part size and material type. Low frequency (15 - 20 kHz) produces more force and is suitable for large, rigid parts. High frequency (35 - 40 kHz) is gentler and suitable for small, delicate parts or sensitive electronics, as it causes less peripheral damage and less audible noise.